一种全自动蛋品包装生产线及其控制方法与流程
本发明涉及一种蛋品加工生产线,尤其是涉及一种全自动蛋品包装生产线及其控制方法。
背景技术:
1、现有技术中一般采用规模化养殖为了缩短收集鸡蛋的时间,从收集鸡蛋到最终的鸡蛋集合场所整个过滤均使用自动化装置。通常会在养鸡场和鸡蛋集合场所之间设置传送带对蛋品进行运输,一般在养鸡场位置把蛋放置于传送带上,鸡蛋通过传送带进入到鸡蛋集合场所后通过人工或者是自动化设备码垛。
2、现有蛋品生产线虽然具有检测、清洗以及包装功能,但是现有蛋品包装生产线处理蛋品的效率不高,一条生产线无法满足大型养鸡场处理需求。除此之外,现有生产线无法自动对不同重量的蛋品进行分类和包装,也无法提高同类重量蛋品的附加值。
技术实现思路
1、本发明设计了一种全自动蛋品包装生产线及其控制方法,其解决的技术问题是现有技术中蛋品生产线处理蛋品的效率不高,无法自动对不同重量的蛋品进行分类和包装,也无法提高同类重量蛋品的附加值。
2、为了解决上述存在的技术问题,本发明采用了以下方案:
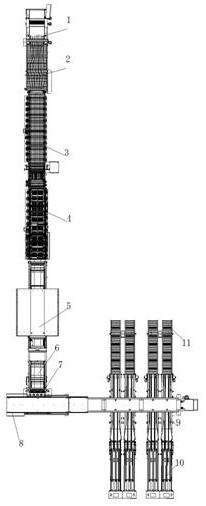
3、一种全自动蛋品包装生产线,其特征在于:禽蛋依次经过自动整序装置、自动调节大小头装置、清洗装置、干燥装置、光选装置、雾化涂油装置、称重装置、分级调距调速装置以及自动包装装置后成为包装好在装蛋托中的蛋品,多个自动派托装置输送的空载装蛋托供自动包装装置包装禽蛋使用,每个自动派托装置输送的空载装蛋托装对应重量的禽蛋;称重装置对每颗禽蛋进行称重并将重量信息发送至控制单元,控制单元据此对每颗禽蛋按照重量进行分类并且对每颗禽蛋移动位置进行实时跟踪,控制单元最终使得分级调距调速装置输出的每颗禽蛋落入装对应重量的装蛋托中。
4、优选地,分级调距调速装置包括两层机构:上层为调距蛋盒组、下层为调速蛋盒组;调速蛋盒组下方为自动包装装置的高速输送传送带;调距蛋盒组展开时相邻两个调距蛋盒中心间距能够从a变大为b从而能够接收称重装置输出的每排禽蛋,称重装置输出每排禽蛋中相邻两个禽蛋之间的间距为b;调距蛋盒组收缩时相邻两个调距蛋盒中心间距能够从b变小为a从而能够对接调速蛋盒组,接调速蛋盒组和高速输送传送带上每个禽蛋夹持位的间距都为a;调距蛋盒组展开时每个调距蛋盒底部为关闭状态,调距蛋盒组收缩时每个调距蛋盒底部为开启状态;调速蛋盒组在接收调距蛋盒组输出的禽蛋后能够水平移动从而使得调速蛋盒组的速度与高速输送传送带的速度相同或近似;调速蛋盒组在接收调距蛋盒组输出的禽蛋时每个调速蛋盒底部为关闭状态,调速蛋盒组的速度与高速输送传送带的速度相同或近似时每个调速蛋盒底部为开启状态。
5、优选地,调距蛋盒组两端分别连接第一推拉板和第二推拉板,第一推拉板通过第一拉杆与驱动块的一端连接,第二推拉板通过第二拉杆与驱动块的另一端连接,驱动块通过驱动转轴与电机连接;菱形铰接杆伸缩机构将各个调距蛋盒进行连接确保调距蛋盒展开和复位。
6、优选地,每个调距蛋盒由第一调距蛋盒组件和第二调距蛋盒组件组成,第一调距蛋盒组件与一根转轴连接,第二调距蛋盒组件与另一根转轴连接,两根转轴同向或反向旋转实现第一调距蛋盒组件和第二调距蛋盒组件顶部开启或关闭,两根转轴与第一传动机构连接。
7、优选地,调速蛋盒组两侧分别与第一拉伸旋转杆和第二拉伸旋转杆连接,第二传动机构作用第一拉伸旋转杆和第二拉伸旋转杆使得调速蛋盒组能够做水平方向的移动。
8、优选地,第一拉伸旋转杆与第一调距蛋盒组件连接,第二拉伸旋转杆与第二调距蛋盒组件连接,第一拉伸旋转杆端部和第二拉伸旋转杆端部分别连接球头,每个球头被限位在一倾斜导轨槽中,当球头位于斜导轨槽最下端或最上端时,第一调距蛋盒组件与第二调距蛋盒组件闭合能够支撑住禽蛋,当球头位于斜导轨槽最上端或最下端时,第一调距蛋盒组件与第二调距蛋盒组件展开能够将其中的禽蛋释放出。
9、优选地,高速输送传送带上每个禽蛋夹持位为蛋盒支撑座,蛋盒支撑座包括第一旋转部件、第二旋转部件以及底座,第一旋转部件和第二旋转部件分别通过一转轴与底座铰接,并且各自转轴上套有扭簧实现夹持禽蛋,开关与第一旋转部件或第二旋转部件连接,第一旋转部件与第二旋转部件之间设有联动杆,高速输送传送带一侧的任意一个外部电磁杆推动开关时,开关不会阻挡第一旋转部件或第二旋转部件的转动,第一旋转部件和第二旋转部件在扭簧作用下展开从而释放禽蛋,禽蛋掉入装蛋托中;控制单元控制外部电磁杆开启的位置,使得每个禽蛋掉入其装对应重量的装蛋托。
10、优选地,称重装置位于分级调距调速装置与雾化涂油装置之间,称重装置包括多个称重传感器,每个称重传感器上设有鸡蛋定位槽,雾化涂油装置输出的禽蛋能够进入鸡蛋定位槽中进行称重,鸡蛋定位槽上方设有拨片,拨片设置在电机驱动转轴上,旋转的拨片能够将鸡蛋定位槽中的禽蛋推出掉入调距蛋盒组中;鸡蛋定位槽出口有导向长杆和导向短杆,禽蛋靠近导向短杆的一侧先掉入调距蛋盒组中。
11、优选地,自动整序装置包括偏心轮、多块整序推板、拉簧、推杆以及转轴,多块整序推板之间形成禽蛋通行通道,多块整序推板下方为传送带,多块整序推板与转轴连接,转轴端部与推杆一端连接,推杆中间还连接有起到复位作用的拉簧,推杆另一端被偏心轮作用从而联动使得多块整序推板摆动,摆动会使得聚集在多块整序推板入口的禽蛋散开依次进入禽蛋通行通道。
12、优选地,自动调节大小头装置包括多根调节杆和传送辊,多根调节杆分布在传送辊上并且相邻两根调节杆之间为禽蛋的通行通道,调节杆存在倾斜延伸部,禽蛋移动过程中小头碰到倾斜延伸部时会翻滚最终使得大头朝向倾斜延伸部;多根调节杆固定在传送辊上方的连接支架上。
13、一种全自动蛋品包装生产线的控制方法,包括以下步骤:
14、步骤1、自动整序装置将聚集在一起的禽蛋散开并依次进入禽蛋通行通道;
15、步骤2、自动调节大小头装置将所有的禽蛋的大小头朝向进行统一;
16、步骤3、清洗装置将禽蛋表面的污秽清洗掉;
17、步骤4、干燥装置将禽蛋表面残留的清洗液体进行去除;
18、步骤5、光选装置通过光线直接照射禽蛋表面判断禽蛋表面是否存在裂纹,并对有裂纹的禽蛋进行清除;
19、步骤6、雾化涂油装置对无裂纹的禽蛋表面进行喷涂油雾形成保护膜;
20、步骤7、称重装置对每颗禽蛋进行称重并将重量信息发送至控制单元,制单元据此对每颗禽蛋按照重量进行分类并且对每颗禽蛋移动位置进行实时跟踪;
21、步骤8、分级调距调速装置将禽蛋之间的间距调小以适应高速输送传送带上每个禽蛋夹持位的间距,分级调距调速装置还将禽蛋水平加速至高速输送传送带相同或近似的速度,避免禽蛋进入高速输送传送带时存在速度差而出现碰撞破碎;
22、步骤9、多个自动派托装置提供的装蛋托分别用于装不同重量的禽蛋,自动派托装置将装蛋托移动至高速输送传送带下方, 控制单元根据每颗禽蛋移动位置以及每颗禽蛋重量控制高速输送传送带上每颗禽蛋移动至对应空载装蛋托上方,并且控制开关的开启,使得每个禽蛋掉入其装对应装载重量的装蛋托;
23、步骤10、满载的装蛋托通过无动力传送线提供的斜面自动移动至搬运区。
24、该全自动蛋品包装生产线及其控制方法与现有技术相比,具有以下有益效果:
25、(1)本发明可以实现蛋品包装的全自动化,单位时间处理禽蛋数量优于现有技术,并且还可以对鸡蛋按照重量进行分级和装载,大大减少了人工成本,提高了生产效率。
26、(2)本发明的分级调距调速装置不仅仅可以改变禽蛋之间的间距以适用高速传送带输送,而且还可以赋予禽蛋初始速度,避免转移过程中出现破碎。
技术研发人员:郑宏伟
技术所有人:江苏升月机械设备有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除