一种焊接线极窄板抓取工装的制作方法
本发明涉及焊接设备,具体为一种焊接线极窄板抓取工装。
背景技术:
1、焊接设备是指实现焊接工艺所需要的装备。焊接设备包括焊机、焊接工艺装备和焊接辅助器具。焊接设备的主要类型有电焊机、火焰焊设备和其他焊接设备。其中主要是电焊机,它包括如下几种:(1)电弧焊机,它又分为手工弧焊机(弧焊变压器、弧焊整流器和弧焊发电机)、埋弧焊机和气体保护弧焊机(不熔化极气体保护焊机和熔化极气体保护焊机)。(2)电阻焊机,它分为点焊机、凸焊机、缝焊机和对焊机。(3)其他电焊机,如电渣焊机、等离子弧焊机、高频焊机、电子束焊机、光束焊机、超声波焊机、摩擦焊机、冷压焊机和钎焊机等。
2、近年来,随着数字化,自动化,计算机,机械设计技术的发展,以及对焊接质量的高度重视,自动焊接已发展成为一种先进的制造技术,自动焊接设备在各工业的应用中所发挥的作用越来越大,应用范围正在迅速扩大。现有拼焊设备在生产时,受限于机械设备的体积,对于拼焊板的宽度有要求,对于极窄板的拼焊不能生产,设备利用率较低。
3、为了克服极窄板料的拼焊问题,研发了一种异型工装,使其可以抓紧极窄板,并完成良好的拼焊动作,从而满足生产要求。
技术实现思路
1、针对现有技术的不足,本发明提供了一种焊接线极窄板抓取工装,具备能够调节抓料部,便于抓紧极窄板的优点,解决了不便对极窄板进行抓料生产的问题。
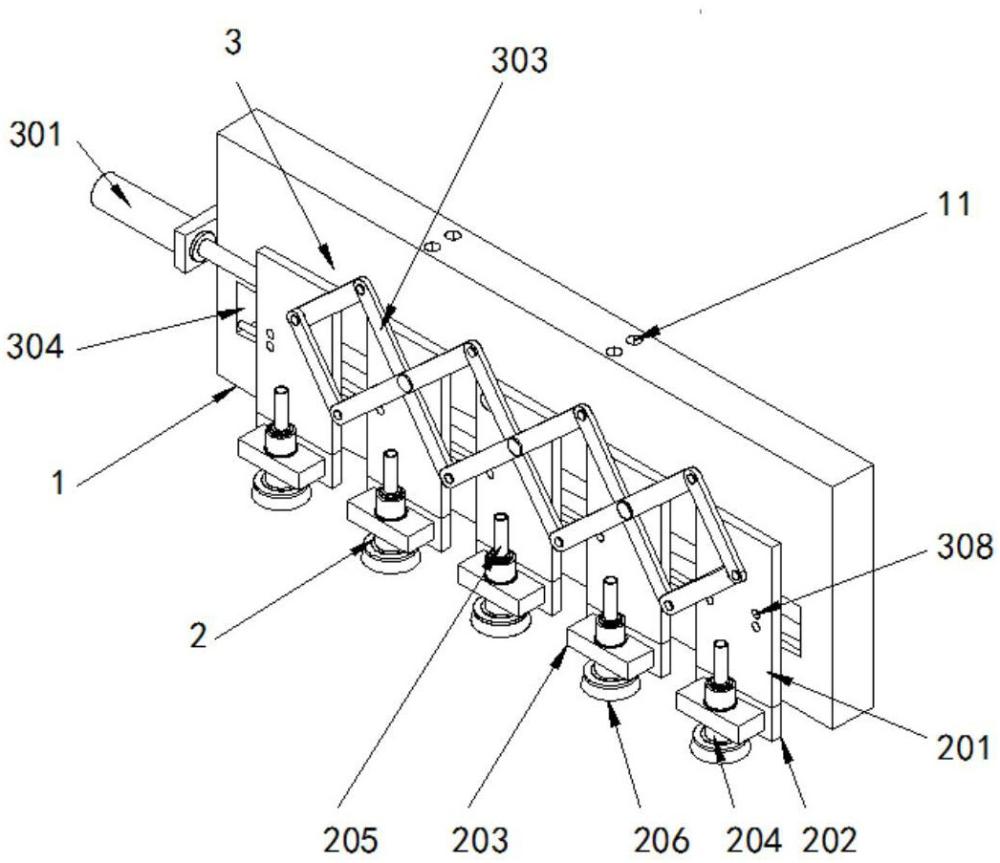
2、为实现上述目的,本发明提供如下技术方案:一种焊接线极窄板抓取工装,包括工装架,所述工装架上设置有用于焊接线上对极窄板进行抓取的抓取机构;
3、所述抓取机构包括安装板、固定安装于安装板底端的连接板、焊接于连接板正面的安装台、固定安装于安装台上的真空吸盘以及固定连通于真空吸盘顶端的真空连接管;
4、所述工装架上设置有对抓取机构进行调节的调节机构,所述调节机构包括固定安装于工装架侧壁上的电动伸缩杆、固定安装于电动伸缩杆输出端上且与安装板外壁连接固定的安装件、设置于安装板外部的连接件、滑动设置于工装架内部的安装座以及设置于安装座外部的锁止机构;
5、所述锁止机构包括设置于工装架内部的齿板、固定安装于安装座外部的转轴、转动安装于转轴外部且与齿板卡接的卡板以及设置于安装座外部对卡板进行转动的电动推杆。
6、进一步,所述真空吸盘贯穿安装台的内部,所述真空吸盘的底端可拆卸安装有缓冲垫,且缓冲垫外形呈锥形圆筒状。
7、进一步,所述安装板的背面安装有与安装座连接的连接块,所述安装板、连接块以及安装座的内部均开设有连接孔。
8、进一步,所述抓取机构的数量为五个,五个所述抓取机构等距设置于工装架的正面,且中间安装板的内部安装有与工装架固定的锁紧螺栓。
9、进一步,所述连接件由交叉连接的第一连杆和第二连杆组成,所述第一连杆和第二连杆的数量均为三个,最左侧第一连杆和第二连杆与最右侧第一连杆和第二连杆相离一端均铰接有第三连杆,且相邻两个第三连杆的另一端铰接。
10、进一步,三个所述第一连杆和三个第二连杆的交叉点分布于中间三个安装板的外部铰接,而左右两个第三连杆的连接处分别与左右安装板的外部铰接。
11、进一步,所述工装架的内部开设有滑槽,所述滑槽的左右相对一侧内壁之间固定安装有贯穿安装座内部的导杆。
12、进一步,所述安装座的外部焊接有缸座,所述电动推杆铰接于缸座上,且电动推杆的输出端上铰接有与卡板底端连接的铰接件。
13、进一步,所述锁止机构的数量为四个,且四个锁止机构分别安装于左右两个抓取机构的背面。
14、进一步,所述工装架的顶部开设有安装孔,所述安装件通过螺栓与最左侧安装板的外部连接固定。
15、与现有技术相比,本发明提供了一种焊接线极窄板抓取工装,具备以下有益效果:
16、1、该焊接线极窄板抓取工装,通过安装孔将工装架与机械臂的输出端连接固定,配合抓取机构对极窄板进行抓料,缓冲垫能够对极窄板进行缓冲,避免抓料时对其表面造成损坏,从而实现防护作用。
17、2、该焊接线极窄板抓取工装,通过电动伸缩杆的伸缩带动连接件的收缩或伸张,由于左右两个抓取机构滑动安装在工装架上,当连接件发生形变时,从而能够对五个抓取机构进行间距调节,以便适应极窄板的抓料,从而达到能够调节抓料部,便于抓紧极窄板的优点,解决了不便对极窄板进行抓料生产的问题。
18、3、该焊接线极窄板抓取工装,通过电动推杆带动卡板转动,使卡板的顶部与齿板的齿牙相抵,实现对抓取机构进行锁止,从而增加该装置的使用寿命。
技术特征:
1.一种焊接线极窄板抓取工装,包括工装架(1),其特征在于:所述工装架(1)上设置有用于焊接线上对极窄板进行抓取的抓取机构(2);
2.根据权利要求1所述的一种焊接线极窄板抓取工装,其特征在于:所述真空吸盘(204)贯穿安装台(203)的内部,所述真空吸盘(204)的底端可拆卸安装有缓冲垫(206),且缓冲垫(206)外形呈锥形圆筒状。
3.根据权利要求1所述的一种焊接线极窄板抓取工装,其特征在于:所述安装板(201)的背面安装有与安装座(306)连接的连接块(305),所述安装板(201)、连接块(305)以及安装座(306)的内部均开设有连接孔(308)。
4.根据权利要求1所述的一种焊接线极窄板抓取工装,其特征在于:所述抓取机构(2)的数量为五个,五个所述抓取机构(2)等距设置于工装架(1)的正面,且中间安装板(201)的内部安装有与工装架(1)固定的锁紧螺栓(2011)。
5.根据权利要求4所述的一种焊接线极窄板抓取工装,其特征在于:所述连接件(302)由交叉连接的第一连杆(3031)和第二连杆(3032)组成,所述第一连杆(3031)和第二连杆(3032)的数量均为三个,最左侧第一连杆(3031)和第二连杆(3032)与最右侧第一连杆(3031)和第二连杆(3032)相离一端均铰接有第三连杆(3033),且相邻两个第三连杆(3033)的另一端铰接。
6.根据权利要求5所述的一种焊接线极窄板抓取工装,其特征在于:三个所述第一连杆(3031)和三个第二连杆(3032)的交叉点分布于中间三个安装板(201)的外部铰接,而左右两个第三连杆(3033)的连接处分别与左右安装板(201)的外部铰接。
7.根据权利要求1所述的一种焊接线极窄板抓取工装,其特征在于:所述工装架(1)的内部开设有滑槽(304),所述滑槽(304)的左右相对一侧内壁之间固定安装有贯穿安装座(306)内部的导杆(307)。
8.根据权利要求4所述的一种焊接线极窄板抓取工装,其特征在于:所述安装座(306)的外部焊接有缸座(404),所述电动推杆(405)铰接于缸座(404)上,且电动推杆(405)的输出端上铰接有与卡板(403)底端连接的铰接件(406)。
9.根据权利要求1所述的一种焊接线极窄板抓取工装,其特征在于:所述锁止机构(4)的数量为四个,且四个锁止机构(4)分别安装于左右两个抓取机构(2)的背面。
10.根据权利要求4所述的一种焊接线极窄板抓取工装,其特征在于:所述工装架(1)的顶部开设有安装孔(11),所述安装件(302)通过螺栓与最左侧安装板(201)的外部连接固定。
技术总结
本发明涉及一种焊接线极窄板抓取工装,属于焊接设备技术领域,包括工装架,所述工装架上设置有用于焊接线上对极窄板进行抓取的抓取机构;所述抓取机构包括安装板、固定安装于安装板底端的连接板、焊接于连接板正面的安装台、固定安装于安装台上的真空吸盘以及固定连通于真空吸盘顶端的真空连接管;所述工装架上设置有对抓取机构进行调节的调节机构,所述调节机构包括固定安装于工装架侧壁上的电动伸缩杆。该焊接线极窄板抓取工装,通过电动伸缩杆的伸缩带动连接件的收缩或伸张,由于左右两个抓取机构滑动安装在工装架上,当连接件发生形变时,从而能够对五个抓取机构进行间距调节,以便适应极窄板的抓料,达到调节抓料部,便于抓紧极窄板的优点。
技术研发人员:李咏霖,吴朝坤,秦键,袁洪亮,李德功,王强
受保护的技术使用者:华安钢宝利汽车板加工(重庆)有限公司
技术研发日:
技术公布日:2024/11/14
技术研发人员:李咏霖,吴朝坤,秦键,袁洪亮,李德功,王强
技术所有人:华安钢宝利汽车板加工(重庆)有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除