挤出发泡片以及挤出发泡片的检查方法和检查装置与流程
本公开涉及包含聚碳酸酯树脂的挤出发泡片以及挤出发泡片的检查方法和检查装置。
背景技术:
1、近年来,发泡树脂由于通过使树脂成型体轻量化而能够提高便利性并且能够削减二氧化碳排出量而受到关注。发泡树脂的成型方法有物理发泡成型法和化学发泡成型法。化学发泡成型法使用化学发泡剂作为发泡剂。化学发泡剂的环境负荷高,从地球环境保护的观点出发不优选。另一方面,物理发泡成型法使用氮气、二氧化碳等物理发泡剂作为发泡剂。物理发泡剂的环境负荷小,因此从地球环境保护的观点出发是优选的。物理发泡成型法中,作为使耐热性高的工程塑料和超级工程塑料发泡的方法,有将工程塑料和超级工程塑料的熔融树脂与高压的超临界流体剪切混炼而使其溶解的方法。
2、日本专利第6139038号公报(专利文献1)公开了不使用高压的超临界流体而使用压力较低的氮气、二氧化碳等物理发泡剂的发泡成型体的制造方法。根据该方法,能够不使用特别的高压装置而通过低压的物理发泡剂以比较简单的工艺在树脂成型体中形成微细的发泡单元。另外,专利文献1公开了通过注射成型法和挤出成型法成型发泡成型体的方法。
3、注射成型法能够得到复杂形状的发泡成型体。然而,熔融树脂的表层在金属模具内一边冷却固化一边流动。此时,在发泡成型体的表层较薄地形成非发泡的表皮层。另一方面,挤出成型法与注射成型法相比,金属模具的大小、负荷的限制少,适于连续地制作单一形状且单一厚度的发泡成型体。另外,通过挤出成型法得到的片状的发泡成型体通过实施真空成型等,能够赋形为某种程度的复杂形状的发泡成型体或尺寸比较大的发泡成型体等。但是,挤出成型法在熔融树脂从模具出口排出并冷却固化时,难以在发泡成型体的表层形成表皮层。
4、在专利文献1中,没有研究由可真空成型的非结晶性树脂构成的聚碳酸酯树脂的发泡成型体,没有研究在超过聚碳酸酯树脂的玻璃化转变温度的温度下加热时的发泡成型体的破裂等。在此,在非发泡树脂的情况下,对于结晶性树脂,如果在比熔点低的温度下加热,即使是在比玻璃化转变温度高的温度,也难以发生大的变形。然而,在非发泡树脂的情况下,对于非结晶性树脂,在比玻璃化转变温度(聚碳酸酯树脂的玻璃化转变温度为约145℃)高的温度下加热时,容易发生热变形。鉴于此,包含非结晶性树脂(聚碳酸酯树脂)的发泡成型体在玻璃化转变温度以上的温度下加热时,更难以抑制其变形和伴随变形的破裂。需要说明的是,玻璃化转变温度是指通过差示扫描量热测定(dsc)观测到的二次转变点。
5、另外,由发泡树脂构成的发泡成型体存在由于以提高轻量性为目的的低密度化而导致机械强度降低的问题。特别是,由要求机械强度的聚碳酸酯树脂构成的发泡成型体与由非发泡树脂构成的树脂成型体相比,存在机械强度显著降低的问题。
6、日本特开平8-174780号公报(专利文献2)公开了通过共挤出成型法制造的发泡倍率高的聚碳酸酯挤出树脂发泡层叠片。聚碳酸酯挤出树脂发泡层叠片的加热加工性,特别是深拉加工性优异,外观设计性和机械强度也优异。专利文献2公开了在较低温的170℃的温度气氛下对聚碳酸酯挤出树脂发泡层叠片进行加热时的加热尺寸变化。
7、日本特开2020-006588号公报(专利文献3)公开了树脂板。树脂板通过将树脂板中所含的气泡设为预定的结构,从而能够用作设计性优异的装饰板,即使成为光的导入部分的端面的大小较小,也能够使光遍布到能够使适当数量的气泡在光中显眼的程度。
8、现有技术文献
9、专利文献
10、专利文献1:日本专利第6139038号公报
11、专利文献2:日本特开平8-174780号公报
12、专利文献3:日本特开2020-006588号公报
技术实现思路
1、近年来,在通过真空成型等将挤出发泡片热赋形为期望的形状时,从提高生产率的观点出发,要求能够以较高温的200℃以上的加热温度和从垂伸(熔融树脂因自重而下垂的现象)起短时间内成型。然而,若将具有由发泡树脂构成的芯层和层叠于芯层的主面的由非发泡树脂构成的表皮层的挤出发泡片在200℃以上的高温下加热,则被表皮层被覆的芯层内的气泡容易热膨胀而一体化。其结果是,存在表皮层从挤出发泡片的主面鼓出、芯层产生破裂等无法适当地进行真空成型的问题。
2、针对聚碳酸酯树脂层叠发泡树脂片中所含的气泡的不均,专利文献2没有提出抑制在真空成型时表皮层从挤出发泡片的主面鼓出、在芯层产生破裂的方案。
3、专利文献3没有提出提高树脂板的真空成型性的方案。
4、另外,在将挤出发泡片热赋形为期望的形状时,事先预测能否适当地进行热赋形是重要的。在专利文献1~专利文献3中,没有对能否适当地进行热赋形的检查方法等进行考察。
5、本公开的课题在于,提供真空成型性优异的挤出发泡片以及用于事先检查能否适当地进行真空成型的挤出发泡片的检查装置和检查方法。
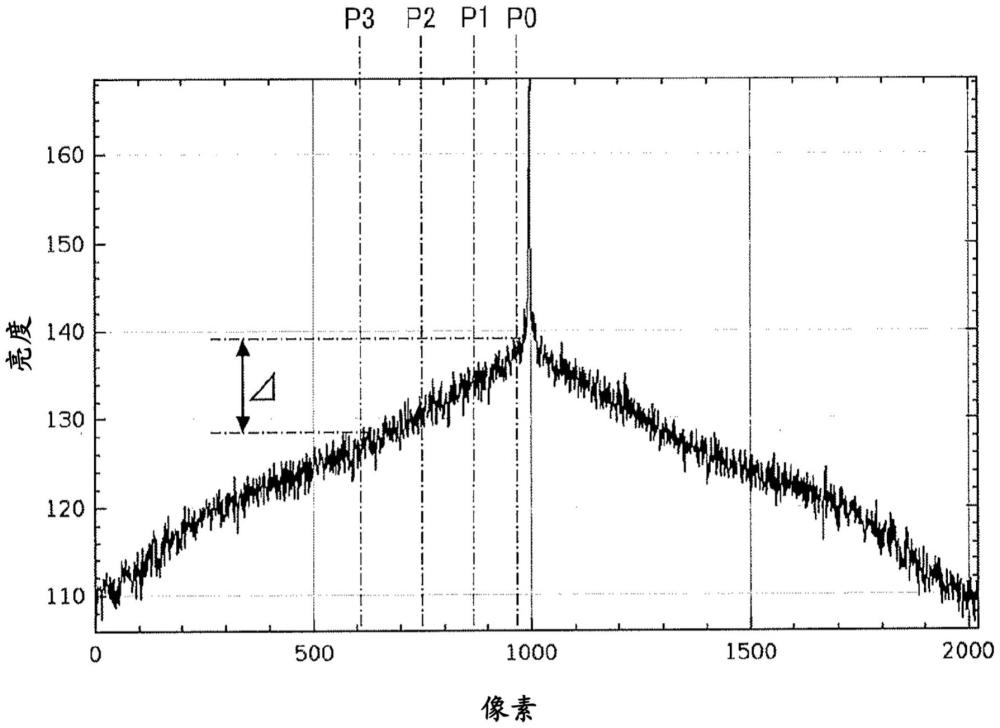
6、为了解决上述课题,本公开采取了如下的解决手段。即,本公开的挤出发泡片可以包含聚碳酸酯树脂。在从挤出发泡片的下方照射光的状态下,从上方同时拍摄挤出发泡片和具有1mm间隔的刻度的标尺,得到第一图像。通过对将第一图像进行了边缘检测处理而得的第二图像进行二维离散傅里叶变换而得到第三图像,通过对从第一图像去除了标尺而得的第四图像进行二维离散傅里叶变换而得到第五图像,在第三图像和第五图像中,第三图像表示第二图像中的亮度的频率分布,第五图像表示第四图像中的亮度的频率分布。在从第三图像的中心起沿着所述标尺的方向取得亮度的轮廓并用二维谱图表示时,将根据标尺的1mm间隔的刻度而出现的多个频率成分从第三图像的中心位置起依次设为1次峰、2次峰以及3次峰。在将1次峰与第三图像的中心位置之间的距离设为l时,将从第三图像的中心位置起l/5的距离处的位置与l/2的距离处的位置之间亮度最高的频率成分设为中央峰。在从第五图像的中心向亮度较高的方向呈直线状地取得亮度的轮廓并用二维谱图表示时,相当于中央峰的位置处的亮度与相当于3次峰的位置处的亮度之差在用256灰阶表示时可以小于25。
7、本公开的挤出发泡片的检查方法可以包括:在从包含聚碳酸酯树脂的挤出发泡片的下方照射光的状态下,从上方同时拍摄挤出发泡片和具有等间隔的刻度的标尺而得到第一图像的步骤;得到对第一图像进行了边缘处理的第二图像的步骤;对第二图像进行二维离散傅里叶变换而得到表示第二图像中的亮度的频率分布的第三图像的步骤;得到从第一图像去除了标尺的第四图像的步骤;对第四图像进行二维离散傅里叶变换而得到表示第四图像中的亮度的频率分布的第五图像的步骤;基于第二图像中的亮度的频率分布和第四图像中的亮度的频率分布来测定第三图像与第五图像的亮度之差的步骤;以及在亮度之差低于预定的阈值的情况下,判定为能够将挤出发泡片进行真空成型的步骤。
8、本公开的挤出发泡片的检查装置可以具备图像接收部和图像处理部,该图像接收部接收在从包含聚碳酸酯树脂的挤出发泡片的下方照射光的状态下从上方同时拍摄挤出发泡片和具有等间隔的刻度的标尺而得到的第一图像,该图像处理部对由第一图像接收部接收到的第一图像进行处理。图像处理部可以包括对第一图像进行边缘处理而得到第二图像的边缘处理部、用于对第二图像进行二维离散傅里叶变换而得到表示第二图像中的亮度的频率分布的第三图像的第一傅里叶变换部、用于对从第一图像去除了标尺而得到的第四图像进行二维离散傅里叶变换而得到表示第四图像中的亮度的频率分布的第五图像的第二傅里叶变换部、基于第二图像中的亮度的频率分布和第四图像中的亮度的频率分布来测定第三图像与所述第五图像的亮度之差的测定部以及在低于预定的阈值的情况下判定为能够将挤出发泡片进行真空成型的判定部。
9、根据本公开,能够提供真空成型性优异的挤出发泡片以及用于事先检查能否适当地进行真空成型的挤出发泡片的检查装置和检查方法。
技术研发人员:阿部正浩,谷口聪生,游佐敦,山本智史,后藤敏晴,水谷圭
技术所有人:麦克赛尔株式会社
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除