一种排潮风压控制装置和方法与流程
本发明涉及风压控制领域,更具体地,涉及一种排潮风压控制装置和方法。
背景技术:
1、制丝车间的排潮系统管理涉及多个工艺段,如切片线、梗线、叶线、丝线以及白肋烟线、参配线,每个工艺段在生产过程中具有不同的排潮需求。当前系统存在几个关键问题需要解决:首先,全开生产设备时,受限于风机的风量和风压,排潮效果不尽如人意。其次,当部分设备停产时,例如梗线和白肋烟线,相关排潮风管却无法关闭,导致整体排潮管网无论设备全开与否,都保持全面运行状态。这种情况不仅增加了设备能耗和运行成本,还降低了设备的效率和环境适应性。
2、另外是现有技术中排潮管道存在严重的水和尘堵塞问题,而且排潮风管设计为全密封且不透明,操作人员无法直接观察管道内部情况,难以及时发现和处理堵塞,直接影响了排潮系统的运行效果和稳定性。
技术实现思路
1、本发明为克服上述现有技术所述的至少一种缺陷,提供一种排潮风压控制装置和方法。
2、本发明旨在至少在一定程度上解决上述技术问题。
3、为解决上述技术问题,本发明的技术方案如下:
4、一种排潮风压控制装置,所述排潮风压控制装置设置在排潮管道内,包括:plc控制器、由plc控制器连接的电动调节风门模块和压差检测模块,所述电动调节风门模块和压差检测模块均安装在排潮管道内,所述电动调节风门模块包括风门,所述风门设置有开合的行程。
5、进一步,所述电动调节风门模块还包括转轴,所述风门沿转轴对称设置,所述风门围绕转轴旋转。
6、进一步,所述电动调节风门模块还包括:阀门电动结构和轴承,所述阀门电动结构与所述转轴的驱动端连接,所述轴承分别套设在转轴的两端上。
7、进一步,所述风门通过多个紧固构件和转轴固定连接。
8、进一步,所述压差检测模块包括静压触头和总压触头,所述总压触头一端设置有总压孔,静压触头一端设置有静压孔,所述总压孔与静压孔朝向相反方向,总压孔背向气流方向,静压孔朝向气流方向。
9、进一步,所述压差检测模块还包括温度传感器,所述静压触头和总压触头的连接处设置有所述温度传感器。
10、一种排潮风压控制方法,控制方法应用于所述的排潮风压控制装置,包括以下步骤:
11、s1:所述压差检测模块将检测数据发送至plc控制器;
12、s2:所述plc控制器根据所述检测数据生成对应的控制信号,将所述控制信号发送至电动调节风门模块,所述电动调节风门模块根据控制信号控制风门的开合度,进而调节排潮管道内负压值。
13、进一步,步骤s1,所述压差检测模块将检测数据发送至plc控制器,包括:
14、所述压差检测模块检测排潮管道内的负压值,所述压差检测模块将排潮管道内的负压值转换为模拟信号后,将模拟信号发送至plc控制器。
15、进一步,所述plc控制器根据所述检测数据生成对应的控制信号,将所述控制信号发送至电动调节风门模块,所述电动调节风门模块根据控制信号控制风门的开合度,进而调节排潮管道内负压值,包括:
16、所述plc控制器通过预设的开合度曲线中得到的目标开合度,plc控制器根据所述检测数据和目标开合度生成对应的控制信号,将所述控制信号发送至电动调节风门模块,所述电动调节风门模块根据控制信号控制风门至目标开合度,进而调节排潮管道内负压值。
17、进一步,所述预设的开合度曲线包括:
18、开合度=(排潮管道内负压值-b)/a
19、式中,a为权重,b为风门闭合时的负压值。
20、与现有技术相比,本发明技术方案的有益效果是:
21、本发明包括plc控制器、由plc控制器连接的电动调节风门模块和压差检测模块,本发明通过压差检测模块将检测数据转化为模拟信号送入模拟量输入块,通过压差检测模块将检测数据转化为模拟信号输入plc控制器,plc控制器对检测数据进行转换,由plc控制器控制的电动调节风门模块调整风门开度,实现对排潮风管的排潮风压的精确控制,使排潮风管的排潮风压范围符合工艺要求,保障各工序设备的稳定运行。
技术特征:
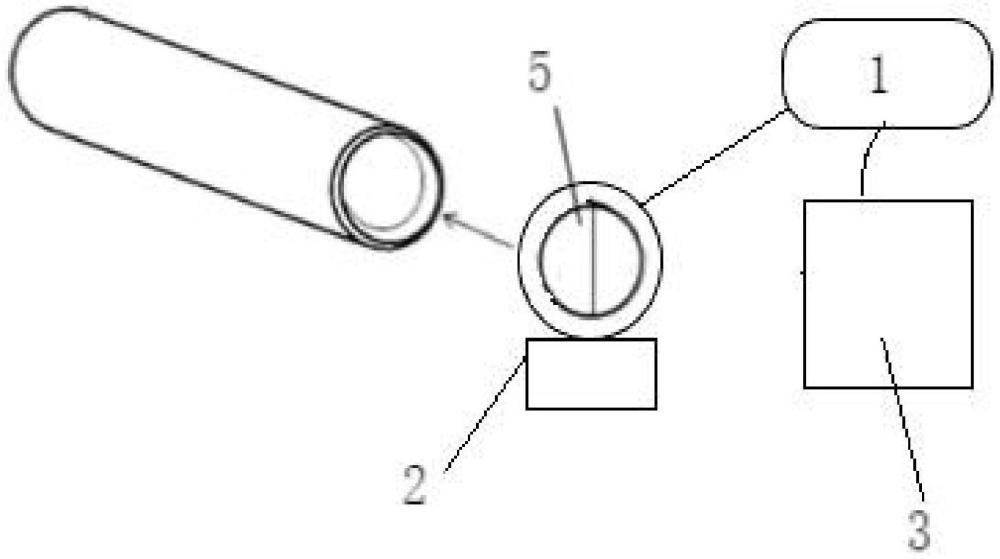
1.一种排潮风压控制装置,所述排潮风压控制装置设置在排潮管道内,其特征在于,包括:plc控制器(1)、由plc控制器(1)连接的电动调节风门模块(2)和压差检测模块(3),所述电动调节风门模块(2)和压差检测模块(3)均安装在排潮管道内,所述电动调节风门模块(2)包括风门(5),所述风门(5)设置有开合的行程。
2.根据权利要求1所述的排潮风压控制装置,其特征在于,所述电动调节风门模块(2)还包括转轴(4),所述风门(5)沿转轴(4)对称设置,所述风门(5)围绕转轴(4)的轴线旋转。
3.根据权利要求2所述的排潮风压控制装置,其特征在于,所述电动调节风门模块(2)还包括:阀门电动结构(6)和轴承(7),所述阀门电动结构(6)与所述转轴(4)的驱动端连接,所述轴承(7)分别套设在转轴(4)的两端上。
4.根据权利要求3所述的排潮风压控制装置,其特征在于,所述风门(5)通过多个紧固构件和转轴(4)固定连接。
5.根据权利要求1所述的排潮风压控制装置,其特征在于,所述压差检测模块(3)包括静压触头(8)和总压触头(9),所述总压触头(9)一端设置有总压孔,静压触头(8)一端设置有静压孔,所述总压孔与静压孔朝向相反方向,总压孔背向气流方向,静压孔朝向气流方向。
6.根据权利要求5所述的排潮风压控制装置,其特征在于,所述压差检测模块(3)还包括温度传感器(10),所述静压触头和总压触头的连接处设置有所述温度传感器(10)。
7.一种排潮风压控制方法,其特征在于,控制方法应用于如权利要求1至6任一项所述的排潮风压控制装置,包括以下步骤:
8.根据权利要求7所述的排潮风压控制方法,其特征在于,步骤s1,所述压差检测模块(3)将检测数据发送至plc控制器(1),包括:
9.根据权利要求8所述的排潮风压控制方法,其特征在于,步骤s2,所述plc控制器(1)根据所述检测数据生成对应的控制信号,将所述控制信号发送至电动调节风门模块(2),所述电动调节风门模块(2)根据控制信号控制风门(5)的开合度,进而调节排潮管道内负压值,包括:
10.根据权利要求9所述的排潮风压控制方法,其特征在于,所述预设的开合度曲线包括:
技术总结
本发明涉及风压控制领域,更具体地,涉及一种排潮风压控制装置和方法,本发明包括电动调节风门模块、PLC控制器和压差检测模块,通过压差检测模块将检测数据转化为模拟信号输入PLC控制器,PLC控制器对检测数据进行转换,由PLC控制器控制的电动调节风门模块调整风门开度,实现对排潮风管的排潮风压的精确控制,使排潮风管的排潮风压范围符合工艺要求,保障各工序设备的稳定运行。
技术研发人员:黄江,卢宏波,曹媛媛,姚庆丰,曹家升
受保护的技术使用者:广东中烟工业有限责任公司
技术研发日:
技术公布日:2024/12/19
技术研发人员:黄江,卢宏波,曹媛媛,姚庆丰,曹家升
技术所有人:广东中烟工业有限责任公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除