一种装夹装置
本发明涉及滚子加工设备,尤其涉及一种装夹装置。
背景技术:
1、高端滚子轴承是关键领域重大技术装备的核心基础零部件,高精度滚子是高端滚子轴承最核心的零部件,端面对基准的圆跳动是滚子的一个重要的精度指标,直接影响轴承润滑介质分布特性和保持架寿命,进一步影响轴承温升和回转稳定性,因此实现滚子两个端面的高精度加工尤为重要。
2、滚子的装夹是保证滚子两个端面的加工精度的前提。针对铁磁性材料的滚子,在不同的加工方法和工序中通常采用不同的装夹方式,主要包括固定装夹和自由装夹。固定装夹主要为三爪卡盘装夹和电磁装夹,常用在车削单端面和磨削单端面等加工方法和工序中;自由装夹主要是将滚子以自由状态置于特定夹具中,常用在双端面磨削和双端面研磨等加工方法和工序中。采用三爪卡盘装夹的方式以滚子滚动表面为基准,一次装夹只能实现一个滚子的单个端面的加工,装夹精度保障难,二次装夹会严重影响端面的加工精度,无法实现滚子两个端面的批量连续加工,加工效率较低;采用电磁装夹的方式时滚子两个端面互为基准,可实现数个滚子的单个端面的同时加工,另一端面的加工需要二次装夹,对装夹精度和电磁平台精度要求较高,加工效率略高于三爪卡盘装夹,同样无法实现滚子两个端面的批量连续加工;采用自由装夹的加工方法和工序可根据夹具尺寸实现多个滚子的两个端面的同时加工,但对夹具材料、夹具和滚子的配合精度、加工工艺参数和设备的加工精度要求极高,大长径比的滚子两个端面的加工精度极难保障。当工程陶瓷等非磁性材料成为轴承滚子的一种主要材料时,上述装夹方式的局限性更为突出。
3、因此,如何实现对多种材料和多种尺寸规格的轴承滚子的高精度、批量化、柔性装夹,成为亟待解决的技术问题。
技术实现思路
1、有鉴于此,为了克服现有技术的不足,本发明旨在提供一种装夹装置。
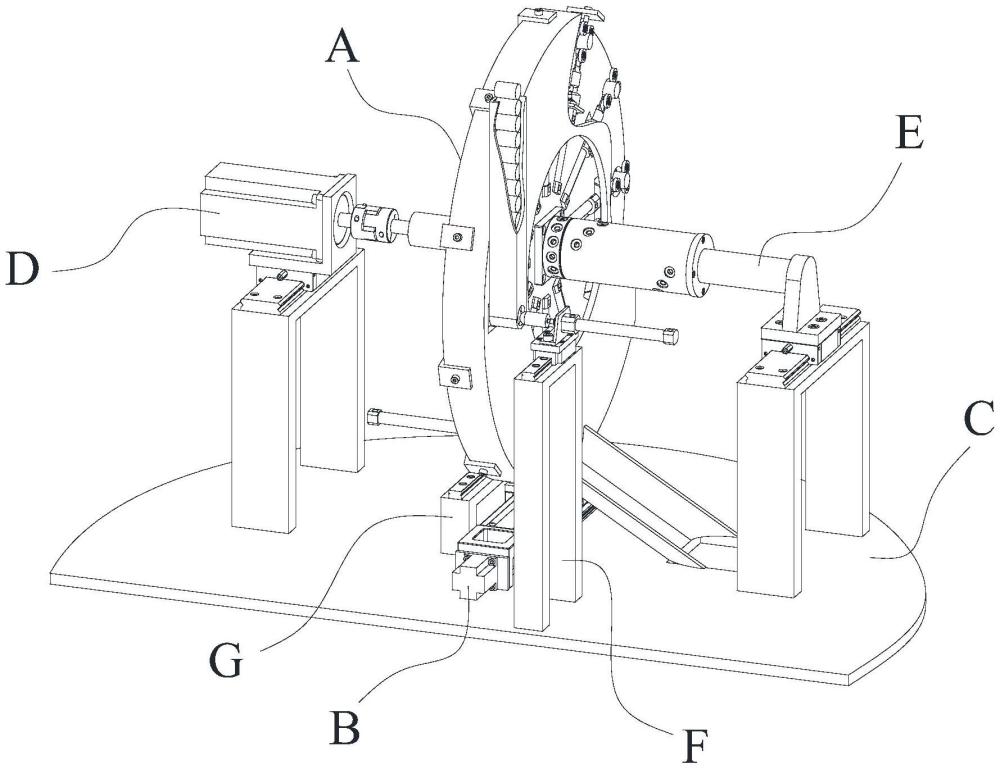
2、本发明提供一种装夹装置,该装夹装置包括装夹组件、直线驱动组件、支撑床身、回转驱动组件、回转支撑组件、上料组件和下料组件,回转驱动组件、直线驱动组件和回转支撑组件从左至右依次设置在支撑床身上,装夹组件包括定位板、回转基板、多个夹持机构以及装夹壳体,定位板的底部与直线驱动组件固定连接,装夹壳体与定位板固定连接,回转基板设置在定位板与装夹壳体之间的腔体内,多个夹持机构圆周分布在回转基板上,回转基板的两端分别与回转驱动组件和回转支撑组件固定连接,装夹组件在直线驱动组件的驱动下能够进行直线运动,回转基板在回转驱动组件的驱动下能够进行圆周运动,上料组件设置在装夹壳体的一侧,下料组件设置在定位板的一侧。
3、优选地,本发明的装夹装置中,定位板包括定位板本体、定位板基座以及多个卡扣,整体呈环形的定位板本体的底部设置下料推口,定位板基座一体相连地设置在定位板本体的下方,多个卡扣圆周均匀分布在定位板本体的外侧部,卡扣的一端与定位板本体平行,卡扣的另一端与定位板本体垂直,卡扣与定位板本体垂直的端部设置第一紧固孔。
4、优选地,本发明的装夹装置中,回转基板整体呈圆盘形,沿回转基板的中心径向圆周均匀设置多组夹持装配腔,夹持装配腔由内向外由一体连接的气缸装配槽、气缸支架装配槽、推杆装配槽以及工件装夹孔组成,每组夹持装配腔的外侧的回转基板上对称设置第一压紧轮安装孔和第二压紧轮安装孔。
5、优选地,本发明的装夹装置中,夹持机构包括气缸、气缸支架、压紧推杆、第一压紧轮、第二压紧轮和第三压紧轮,压紧推杆与气缸的输出端固定连接,气缸支架套设在气缸的一端,通过将气缸支架固定在气缸支架装配槽中,分别将气缸和压紧推杆装配在气缸装配槽和推杆装配槽中,第三压紧轮装配在压紧推杆的端部,第一压紧轮和第二压紧轮一一对应地装配在第一压紧轮安装孔和第二压紧轮安装孔中。
6、优选地,本发明的装夹装置中,装夹壳体由壳体本体和上料夹组成,壳体本体上相间隔地设置进料口和出料口,壳体本体的侧端部上设置多个第二紧固孔,上料夹整体呈长方体,上料夹内侧设置贯通上料夹一端的装料腔体,上料夹的另一端设置上料夹开孔。
7、优选地,本发明的装夹装置中,直线驱动组件包括直线驱动电机、滑轨支架和直线驱动滑块,滑轨支架设置在直线驱动电机的一端,直线驱动滑块的一端与直线驱动电机的输出端固定连接并在直线驱动电机的驱动下沿滑轨支架移动。
8、优选地,本发明的装夹装置中,回转驱动组件包括第一支架、固定设置在第一支架顶部的第一滑轨、装配在第一滑轨上的第一滑块、底部与第一滑块固定连接的电机支架、固定设置在电机支架上的回转驱动电机以及一端与回转驱动电机连接的驱动连接轴,驱动连接轴由一体相连的联轴部、轴体部和第一连接板;回转支撑组件包括第二支架、固定设置在第二支架顶部的第二滑轨、装配在第二滑轨上的第二滑块、底部与第二滑块固定连接的支撑连接部以及一端与支撑连接部的气滑环机构,气滑环机构由气滑环旋转部和气滑环固定部组成,气滑环旋转部的一端与支撑连接部固定连接,气滑环旋转部的另一端与气滑环固定部旋转连接,气滑环固定部的一端设置第二连接板。
9、优选地,本发明的装夹装置中,上料组件包括第三支架、固定设置在第三支架顶部的第三滑轨和装配在第三滑轨上的第三滑块,上料气缸通过上料气缸支架固定在第三滑块的上方,上料推杆部固定连接在上料气缸的输出端。
10、优选地,本发明的装夹装置中,下料组件包括第四支架、固定设置在第四支架顶部的第四滑轨和装配在第四滑轨上的第四滑块,下料气缸通过下料气缸支架固定在第四滑块的上方,下料推杆部固定连接在下料气缸的输出端。
11、优选地,本发明的装夹装置中,支撑床身包括床身本体和下料通道,床身本体上设置下料口,底部与下料口连通的下料通道倾斜固定在床身本体上。
12、本发明的装夹装置,通过综合结构设计,具有以下有益技术效果:
13、以精度极高的滚子滚动表面为基准,可显著提高装夹精度;通过第三压紧轮将滚子对中压紧在第一压紧轮和第二压紧轮上,滚子在径向方向上固定,但可绕自身轴线进行自转,实现介于固定装夹和自由装夹之间的柔性装夹;通过回转基板上设置的多个夹持机构,实现对滚子的连续批量化装夹;从而实现多种材料和多规格轴承滚子的高精度、批量化、柔性装夹,为轴承滚子的双端面高精度、高效率加工提供装夹基础。
技术特征:
1.一种装夹装置,其特征在于,所述装夹装置包括装夹组件、直线驱动组件、支撑床身、回转驱动组件、回转支撑组件、上料组件和下料组件,回转驱动组件、直线驱动组件和回转支撑组件从左至右依次设置在支撑床身上,装夹组件包括定位板、回转基板、多个夹持机构以及装夹壳体,定位板的底部与直线驱动组件固定连接,装夹壳体与定位板固定连接,回转基板设置在定位板与装夹壳体之间的腔体内,多个夹持机构圆周分布在回转基板上,回转基板的两端分别与回转驱动组件和回转支撑组件固定连接,装夹组件在直线驱动组件的驱动下能够进行直线运动,回转基板在回转驱动组件的驱动下能够进行圆周运动,上料组件设置在装夹壳体的一侧,下料组件设置在定位板的一侧。
2.根据权利要求1所述的装夹装置,其特征在于,定位板包括定位板本体、定位板基座以及多个卡扣,整体呈环形的定位板本体的底部设置下料推口,定位板基座一体相连地设置在定位板本体的下方,多个卡扣圆周均匀分布在定位板本体的外侧部,卡扣的一端与定位板本体平行,卡扣的另一端与定位板本体垂直,卡扣与定位板本体垂直的端部设置第一紧固孔。
3.根据权利要求1所述的装夹装置,其特征在于,回转基板整体呈圆盘形,沿回转基板的中心径向圆周均匀设置多组夹持装配腔,夹持装配腔由内向外由一体连接的气缸装配槽、气缸支架装配槽、推杆装配槽以及工件装夹孔组成,每组夹持装配腔的外侧的回转基板上对称设置第一压紧轮安装孔和第二压紧轮安装孔。
4.根据权利要求3所述的装夹装置,其特征在于,夹持机构包括气缸、气缸支架、压紧推杆、第一压紧轮、第二压紧轮和第三压紧轮,压紧推杆与气缸的输出端固定连接,气缸支架套设在气缸的一端,通过将气缸支架固定在气缸支架装配槽中,分别将气缸和压紧推杆装配在气缸装配槽和推杆装配槽中,第三压紧轮装配在压紧推杆的端部,第一压紧轮和第二压紧轮一一对应地装配在第一压紧轮安装孔和第二压紧轮安装孔中。
5.根据权利要求1所述的装夹装置,其特征在于,装夹壳体由壳体本体和上料夹组成,壳体本体上相间隔地设置进料口和出料口,壳体本体的侧端部上设置多个第二紧固孔,上料夹整体呈长方体,上料夹内侧设置贯通上料夹一端的装料腔体,上料夹的另一端设置上料夹开孔。
6.根据权利要求1所述的装夹装置,其特征在于,直线驱动组件包括直线驱动电机、滑轨支架和直线驱动滑块,滑轨支架设置在直线驱动电机的一端,直线驱动滑块的一端与直线驱动电机的输出端固定连接并在直线驱动电机的驱动下沿滑轨支架移动。
7.根据权利要求1所述的装夹装置,其特征在于,回转驱动组件包括第一支架、固定设置在第一支架顶部的第一滑轨、装配在第一滑轨上的第一滑块、底部与第一滑块固定连接的电机支架、固定设置在电机支架上的回转驱动电机以及一端与回转驱动电机连接的驱动连接轴,驱动连接轴由一体相连的联轴部、轴体部和第一连接板;回转支撑组件包括第二支架、固定设置在第二支架顶部的第二滑轨、装配在第二滑轨上的第二滑块、底部与第二滑块固定连接的支撑连接部以及一端与支撑连接部的气滑环机构,气滑环机构由气滑环旋转部和气滑环固定部组成,气滑环旋转部的一端与支撑连接部固定连接,气滑环旋转部的另一端与气滑环固定部旋转连接,气滑环固定部的一端设置第二连接板。
8.根据权利要求1所述的装夹装置,其特征在于,上料组件包括第三支架、固定设置在第三支架顶部的第三滑轨和装配在第三滑轨上的第三滑块,上料气缸通过上料气缸支架固定在第三滑块的上方,上料推杆部固定连接在上料气缸的输出端。
9.根据权利要求1所述的装夹装置,其特征在于,下料组件包括第四支架、固定设置在第四支架顶部的第四滑轨和装配在第四滑轨上的第四滑块,下料气缸通过下料气缸支架固定在第四滑块的上方,下料推杆部固定连接在下料气缸的输出端。
10.根据权利要求1所述的装夹装置,其特征在于,支撑床身包括床身本体和下料通道,床身本体上设置下料口,底部与下料口连通的下料通道倾斜固定在床身本体上。
技术总结
本发明涉及滚子加工设备技术领域,提供一种装夹装置,包括装夹组件、直线驱动组件、支撑床身、回转驱动组件、回转支撑组件、上料组件和下料组件,装夹组件包括定位板、回转基板、多个夹持机构以及装夹壳体,定位板的底部与直线驱动组件固定连接,装夹壳体与定位板固定连接,回转基板设置在定位板与装夹壳体之间的腔体内,多个夹持机构圆周分布在回转基板上,回转基板的两端分别与回转驱动组件和回转支撑组件固定连接,装夹组件在直线驱动组件的驱动下能够进行直线运动,回转基板在回转驱动组件的驱动下能够进行圆周运动,上料组件设置在装夹壳体的一侧,下料组件设置在定位板的一侧。本发明可实现对轴承滚子的高精度、批量化、柔性装夹。
技术研发人员:李颂华,赵梓辰,王永华,魏超,左闯
受保护的技术使用者:沈阳建筑大学
技术研发日:
技术公布日:2024/11/14
技术研发人员:李颂华,赵梓辰,王永华,魏超,左闯
技术所有人:沈阳建筑大学
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除