一种气流烘丝机出口水分的控制方法及烟丝脱水系统与流程
本发明涉及烟草生产设备,尤其涉及一种气流烘丝机出口水分的控制方法及烟丝脱水系统。
背景技术:
1、sh911d气流烘丝机是引进、消化德国hauni公司的hdt-lx技术基础上的国产化的烟丝气流干燥(脱水)设备,它的主要作用是:松散后的烟丝经过进料气锁进入到气流烘丝机干燥管道中,在工艺气体的风速作用下,烟丝均匀悬浮于210°左右的的高温工艺气体内,在l~2秒的时间里快速干燥膨胀定型,经出料气锁落至气流烘丝机出口振槽上,被输送至下一道工序。
2、气流烘丝机进入生产阶段后,采用恒温控制模式,通过燃烧炉功率固定进而固定工艺气体温度,当出口水分低于工艺标准时,通过控制型电子秤的流量,从而使出口水分增加,反之,降低电子秤流量,也就是,干燥气体(工艺气体)温度固定不变。为保证出口水分达到工艺标准范围,生产过程中,操作工往往根据经验进行人工干预,操作工根据经验,在出口水分不达标时,当电子秤流量发生调整的同时,人为的提前逐步调整燃烧炉的功率,通过人为的干预缩短设备的调整时间,经验丰富的操作工,精心调整,系统的水分调整时间缩短到3分钟,人工经验+设备自控的操作模式,极大地增加了员工的工作量,在气流烘丝机生产一批次烟丝的3小时过程中,往往需要人为调整达到80次之多。即费心费力,又导致生产出的产品的水分波动大,严重影响产品质量的一致性,即影响产品质量。上述问题亟待解决。
技术实现思路
1、本发明公开了一种气流烘丝机出口水分的控制方法及烟丝脱水系统,旨在解决现有技术中存在的技术问题。
2、本发明采用下述技术方案:
3、在第一方面,本发明提供了一种气流烘丝机出口水分的控制方法,其包括如下步骤:
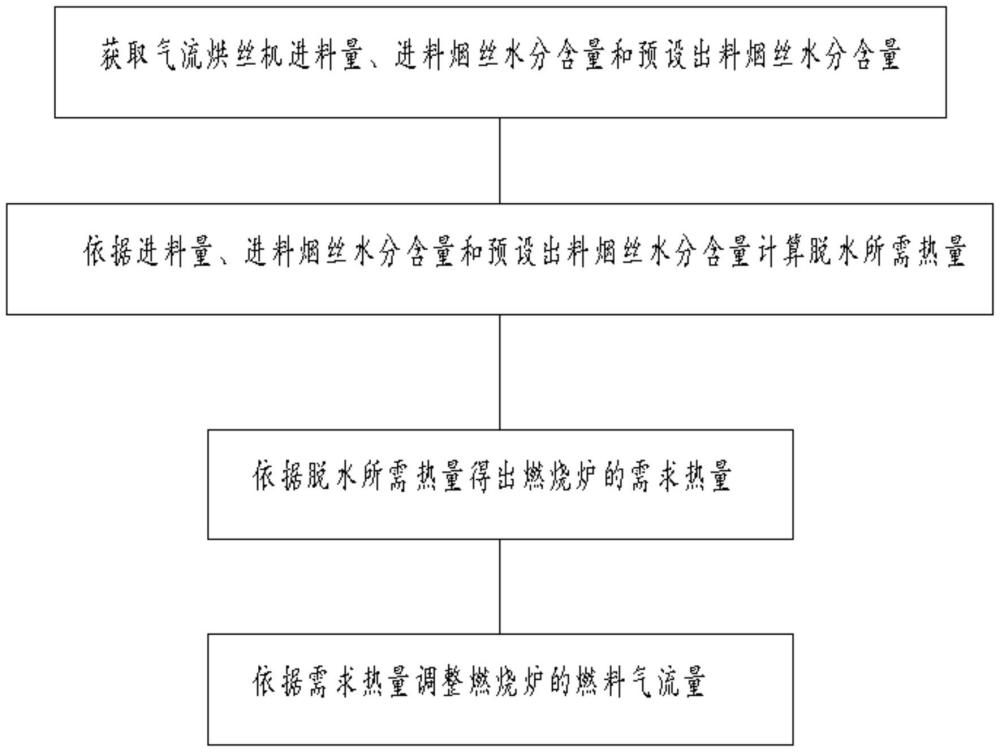
4、获取气流烘丝机进料量、进料烟丝水分含量和预设出料烟丝水分含量;
5、依据所述进料量、所述进料烟丝水分含量和所述预设出料烟丝水分含量计算脱水所需热量;
6、依据所述脱水所需热量得出燃烧炉的需求热量;
7、依据所述需求热量调整所述燃烧炉的燃料气流量。
8、在本发明的气流烘丝机出口水分的控制方法中,所述依据所述进料量、所述进料烟丝水分含量和所述预设出料烟丝水分含量计算脱水所需热量步骤包括:
9、依据所述进料量、所述进料烟丝水分含量和所述预设出料烟丝水分含量计算需要脱除的脱水量;
10、依据所述脱水量计算所述脱水所需热量。
11、在本发明的气流烘丝机出口水分的控制方法中,所述依据所述脱水量计算所述脱水所需热量步骤中,依据如下公式计算所述脱水所需热量e1,
12、e1=k×((w×(t2-t1)×c1+w×c11+s(t3-t1)×c111),
13、其中,
14、w为脱水量,kg/h,
15、t1为气流烘丝机入口烟丝温度,℃,
16、t2为气流烘丝机出口烟丝温度,℃,
17、c1为水的比热,4.2kj/kg℃,
18、c11为水的汽化潜热,2286kj/kg,
19、s为烟丝流量,kg,
20、t3为管道内烟丝温度,℃,
21、c111为烟丝的比热,3.9-1.8kj/kg℃,
22、k为脱水系统,ti’为进料烟丝水分含量。
23、在本发明的气流烘丝机出口水分的控制方法中,所述t1为上一批次气流烘丝机入口烟丝平均温度(℃),
24、t2为上一批次气流烘丝机出口烟丝平均温度(℃);
25、
26、其中,qn为干烟丝瞬时流量,kg,
27、m1为上一批次进料烟丝水分含量平均值,
28、m2为预设出料烟丝水分含量。
29、在本发明的气流烘丝机出口水分的控制方法中,所述进料烟丝水分含量取样间隔时间为30s。
30、在本发明的气流烘丝机出口水分的控制方法中,所述依据所述脱水所需热量得出燃烧炉的需求热量步骤包括:
31、依据所述脱水所需热量计算气流烘丝机工艺气体需要提供的热量;
32、依据所述工艺气体需要提供的热量计算所述燃烧炉的需求热量。
33、在本发明的气流烘丝机出口水分的控制方法中,所述依据所述脱水所需热量计算气流烘丝机工艺气体需要提供的热量中,依据如下公式计算得出:
34、e1=k×e2;
35、e2=q1×ρ×c×(t1-t3);
36、其中,
37、e1为脱水所需热量,
38、e2为工艺气体需要提供的热量,
39、k为热能效率,0.8-0.9,
40、q1为工艺气体流量,m3,
41、ρ为工艺气体密度,kg/m3,
42、c为工艺气体比热,1.01kj/kg℃,
43、t1为燃烧炉工艺气体出口的工艺气体温度,℃,
44、t3为旋风分离器入口管道内烟丝温度,℃。
45、在本发明的气流烘丝机出口水分的控制方法中,所述依据所述工艺气体需要提供的热量计算所述燃烧炉的需求热量,依据如下公式计算得出:
46、e3=e2÷h;
47、其中,
48、e3为燃烧炉的需求热量,
49、e2为工艺气体需要提供的热量,
50、h为热量损失比。
51、在第二方面,本发明还提供了一种烟丝脱水系统,其包括:
52、电子秤需求热量、第一水分仪需求热量、进料气锁需求热量、燃烧炉需求热量、干燥管道需求热量、旋风分离器需求热量、出料振槽需求热量、第二水分仪需求热量、回风管道需求热量、第一温度测量元件需求热量、孔板流量计需求热量、工艺风机需求热量、第二温度测量元件需求热量和控制器需求热量;
53、所述电子秤需求热量用于对进料量进行计量,且能够将物料输送至所述进料气锁需求热量;
54、所述进料气锁需求热量出料侧连通所述干燥管道需求热量;
55、所述干燥管道需求热量一端连通于所述燃烧炉需求热量,另一端连通所述旋风分离器需求热量;
56、所述旋风分离器需求热量的气相出料口通过所述回风管道需求热量连通所述燃烧炉需求热量,相出料口位于所述出料振槽需求热量竖直上方;
57、所述第一水分仪需求热量用于测量进料烟丝水分含量和温度;
58、所述第二水分仪需求热量用于测量出料烟丝水分含量和温度;
59、所述第一温度测量元件需求热量用于测量所述燃烧炉需求热量出口的工艺气体温度;
60、所述第二温度测量元件需求热量用于测量所述干燥管道需求热量和所述旋风分离器需求热量连通处的物料温度;
61、所述控制器需求热量连接于所述第一水分仪需求热量、所述第二水分仪需求热量、所述第一温度测量元件需求热量、所述第二温度测量元件需求热量和所述燃烧炉需求热量的燃料气阀门,且能够执行上述的控制方法,以对所述燃烧炉需求热量的燃料气阀门开度进行控制。
62、在本发明的烟丝脱水系统中,物料经由所述第一水分仪需求热量至所述进料气锁需求热量所需时间与进行调整时所述第一温度测量元件需求热量达到稳定的时间相同。
63、本发明采用的技术方案能够达到以下有益效果:
64、本发明主要提供了一种气流烘丝机出口水分的控制方法,基于进料烟丝水分含量和预设出料烟丝水分含量计算脱水所需热量,进而依据脱水所需热量得出燃烧炉的需求热量,最终确定燃烧炉的燃料气流量,即当进料烟丝水分含量变化时,直接调整燃料气流量,以保持出料烟丝的水分含量在预设的出料烟丝水分含量内,进而降低了在出料烟丝水分含量波动时调整的次数,降低了调整的复杂性;提高了气流烘丝机出口水分合格率,即提高产品质量。
技术研发人员:金立杰,许旭,武立强,冉佳郡,李虹,张海华,王香娟,刘霞,柴红立,李莹莹
技术所有人:河北白沙烟草有限责任公司保定卷烟厂
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除