双平台车型地板线共车身线的混流生产控制方法及装置与流程
本技术涉及车辆生产,具体涉及一种双平台车型地板线共车身线的混流生产控制方法及装置。
背景技术:
1、生产线的柔性化能力,已经成为衡量生产线是否成功的重要标准。柔性能力越强的生产线对设备的柔性化程度、各车身分总成生产线体的混流、柔性能力要求也越高。如今大量先进制造技术及智能排产系统在汽车制造行业得到大规模应用,如何充分发挥线体的混线能力,提高分总成线体之间的匹配性,智能化“自适应”指导各分总成线体之间的生产匹配,已然成为实现柔性制造、柔性生产的一个重要基础环节。
2、因此,在混流生产中,如何在焊装车间将不同车型在同一个生产线上通过合理规划和组织高效地完成焊装作业,成为当前亟需解决的问题。
技术实现思路
1、本技术提供一种双平台车型地板线共车身线的混流生产控制方法及装置,能够极大地提高生产线的生产效率并降低生产线投资成本。
2、第一方面,本技术实施例提供一种双平台车型地板线共车身线的混流生产控制方法,所述双平台车型地板线共车身线的混流生产控制方法包括:
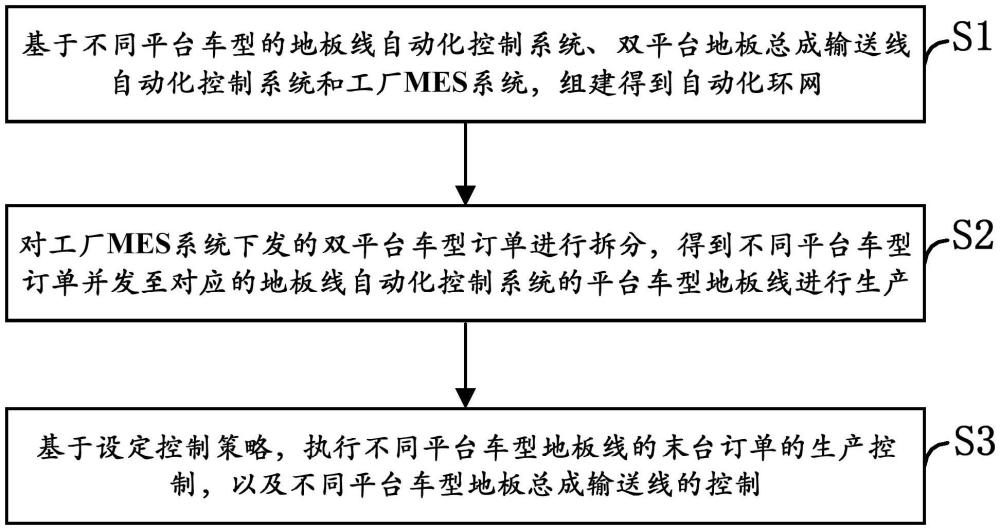
3、基于不同平台车型的地板线自动化控制系统、双平台地板总成输送线自动化控制系统和工厂mes系统,组建得到自动化环网;
4、对工厂mes系统下发的双平台车型订单进行拆分,得到不同平台车型订单并发至对应的地板线自动化控制系统的平台车型地板线进行生产;
5、基于设定控制策略,执行不同平台车型地板线的末台订单的生产控制,以及不同平台车型地板总成输送线的控制。
6、结合第一方面,在一种实施方式中,
7、所述不同平台车型的地板线自动化控制系统包括第一平台车型地板线自动化控制系统和第二平台车型地板线自动化控制系统;
8、所述第一平台车型地板线自动化控制系统、第二平台车型地板线自动化控制系统、双平台地板总成输送线自动化控制系统和工厂mes系统,通过工业现场交换机共同组态形成ethernet ip形式的自动化环网;
9、所述第一平台车型地板线自动化控制系统对应第一平台车型地板线,所述第二平台车型地板线自动化控制系统对应第二平台车型地板线;
10、所述第一平台车型地板线的后端设有第一平台车型地板总成输送线,所述第二平台车型地板线的后端设有第二平台车型地板总成输送线,所述第一平台车型地板总成输送线和第二平台车型地板总成输送线的后端接入双平台车型地板总成输送线合流点。
11、结合第一方面,在一种实施方式中,所述对工厂mes系统下发的双平台车型订单进行拆分,得到不同平台车型订单并发至对应的地板线自动化控制系统的平台车型地板线进行生产,具体包括:
12、对工厂mes系统下发的双平台车型订单进行拆分,得到第一平台车型订单和第二平台车型订单;
13、第一平台车型订单通过ethernet ip工业网络,发至第一平台车型地板线自动化控制系统,第一平台车型地板线根据第一平台车型订单进行生产;
14、第二平台车型订单通过ethernet ip工业网络,发至第二平台车型地板线自动化控制系统,第二平台车型地板线根据第二平台车型订单进行生产。
15、结合第一方面,在一种实施方式中,所述基于设定控制策略,执行不同平台车型地板线的末台订单的生产控制,以及不同平台车型地板总成输送线的控制,其中,对于末台订单的生产控制,具体包括第一平台车型地板线的末台订单的生产控制和第二平台车型地板线的末台订单的生产控制。
16、结合第一方面,在一种实施方式中,所述第一平台车型地板线的末台订单的生产控制,具体步骤包括:
17、第一平台车型生产序列的最后一台车上线时,将车型vin码通过设置在第一平台车型地板线首工位的hmi录入;
18、第一平台车型地板线自动化控制系统将当前订单车型信息进行标记,并通过ethernet ip工业网络传递至第一平台车型地板线末工位;
19、待当前订单的车辆生产运输至第一平台车型地板线末工位时,第一平台车型地板线自动化控制系统识别标记,并进行提示。
20、结合第一方面,在一种实施方式中,所述第二平台车型地板线的末台订单的生产控制,具体步骤包括:
21、第二平台车型生产序列的最后一台车上线时,将车型vin码通过设置在第二平台车型地板线首工位的hmi录入;
22、第二平台车型地板线自动化控制系统将当前订单车型信息进行标记,并通过ethernet ip工业网络传递至第二平台车型地板线末工位;
23、待当前订单的车辆生产运输至第二平台车型地板线末工位时,第二平台车型地板线自动化控制系统识别标记,并进行提示。
24、结合第一方面,在一种实施方式中,
25、所述第一平台车型地板线的末工位和第二平台车型地板线的末工位上设置有互锁机制;
26、所述互锁机制用于对第一平台车型地板线和第二平台车型地板线的末工位进行互锁处理,防止第一平台车型地板线和第二平台车型地板线的末工位同时作业。
27、结合第一方面,在一种实施方式中,对于不同平台车型地板总成输送线的控制,其中,第一平台车型地板总成输送线的控制,具体包括:
28、第一平台车型的地板总成从第一平台车型地板总成输送线输送至双平台车型地板总成输送线合流点,并从双平台车型地板总成输送线合流点输送至车身线;
29、在双平台车型地板总成输送线合流点设置自动化装置,所述自动化装置用于识别第一平台车型地板总成输送线上的最后一台车,且待该车通过后,双平台车型地板总成输送线合流点具备输送第二平台车型的地板总成的条件。
30、结合第一方面,在一种实施方式中,对于不同平台车型地板总成输送线的控制,其中,第二平台车型地板总成输送线的控制,具体包括:
31、第二平台车型的地板总成从第二平台车型地板总成输送线输送至双平台车型地板总成输送线合流点,并从双平台车型地板总成输送线合流点输送至车身线;
32、在双平台车型地板总成输送线合流点设置自动化装置,所述自动化装置用于识别第二平台车型地板总成输送线上的最后一台车,且待该车通过后,双平台车型地板总成输送线合流点具备输送第一平台车型的地板总成的条件。
33、第二方面,本技术实施例提供一种双平台车型地板线共车身线的混流生产控制装置,所述双平台车型地板线共车身线的混流生产控制装置包括:
34、组件模块,其用于基于不同平台车型的地板线自动化控制系统、双平台地板总成输送线自动化控制系统和工厂mes系统,组建得到自动化环网;
35、拆分模块,其用于对工厂mes系统下发的双平台车型订单进行拆分,得到不同平台车型订单并发至对应的地板线自动化控制系统的平台车型地板线进行生产;
36、控制模块,其用于基于设定控制策略,执行不同平台车型地板线的末台订单的生产控制,以及不同平台车型地板总成输送线的控制。
37、本技术实施例提供的技术方案带来的有益效果包括:
38、(1)简化网络结构,利用网络通讯的便捷性,简化现场网络布线,实现了数据的有效传输;
39、(2)减少人工操作,通过自动化控制系统对每工序的末台订单进行标记,并对末工位及输送线体合流点进行有效控制,能实现生产按生产订单的顺序正常执行;
40、(3)提高线体柔性,很大程度上规避了多平台车型共线生产、工艺空间有限、设备干涉等现场问题,且能够极大地提高生产线的生产效率并降低生产线投资成本。
技术研发人员:范懿,赵光德,徐伟,李灿,李晓
技术所有人:东风汽车集团股份有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除