一种鞋用钩扣装配工艺及装配机的制作方法
本发明涉及制鞋,具体涉及一种鞋用钩扣装配工艺及装配机。
背景技术:
1、鞋用钩扣是装配到鞋面上用于勾挂鞋带的配件,由于鞋用钩扣款式和外形较多,因此,现有的鞋用钩扣装配工艺大都由人共完成,具体如下:人工拿取一个鞋用钩扣,并使其铆钉部穿过鞋面上的通孔,再放置到压扣装置下方,驱动压扣装置将鞋用钩扣铆接在鞋面上,这种装配工艺人工劳动强度过高,而且每次操作只能装配一个鞋用钩扣,而鞋面通常需要装配两排鞋用钩扣,装配效率较为低下。
技术实现思路
1、鉴于背景技术的不足,本发明所要解决的技术问题是提供一种自动化程度高且工作效率更高鞋用钩扣装配工艺。
2、为此,本发明是采用如下技术方案来实现的:
3、一种鞋用钩扣装配工艺,其特征是:包括以下步骤:
4、s1:将大量鞋用钩扣放入送料装置内,送料装置将鞋用钩扣逐个连续输送至储料轨道上,储料轨道出口的鞋用钩扣抵在模具上;
5、s2:启动动力装置驱动模具和压扣装置同时向右移动,移动过程中储料轨道出口依次经过设于模具上用于放置鞋用钩扣的的安置孔,每次经过安置孔时,首个鞋用钩扣在后续鞋用钩扣的重力推动进入安置孔内;
6、s3:模具上的安置孔均被置入鞋带钩扣后,停止驱动装置,此时储料轨道出口的鞋用钩扣抵在模具上;
7、s4:取一片鞋面,并将鞋面上的通孔套在模具上鞋用钩扣的铆钉部上;
8、s5:启动压扣装置将鞋用钩扣铆接在鞋面上,然后压扣装置复位,往前推动鞋面使鞋用钩扣脱离模具并取下装配好的鞋面;
9、s6:启动动力装置驱动模具和压扣装置向左移动并重复步骤s2-s5直至将所有鞋面加工完毕,其中,s2中模具和压扣装置同时轮流左右移动。
10、进一步的,所述鞋用钩扣自上而下依次包括铆钉部、平板部和钩扣部,钩扣部的重量大于铆钉部和平板部的重量。
11、进一步的,所述送料装置为振动盘,所述振动盘的送料轨道末段具有v型轨道,v型轨道末端与储料轨道连通,所述鞋用钩扣经过v型轨道时重量大的钩扣部倾斜朝下,使铆钉部朝上进入储料轨道内。
12、进一步的,所述鞋用钩扣进入安置孔内时,其平板部下端抵在安置孔周围的模具上,同时铆钉部竖直向上。
13、进一步的,所述动力装置为伺服电机,伺服电机连接有丝杆,所述模具和压扣装置设于支架上,支架设有螺接于丝杆上的螺套。
14、采用上述技术方案后,鞋用钩扣通过送料装置输送至储料轨道上,通过动力装置可驱动模具和压扣装置同时向左或向右移动,进而使储料轨道的鞋用钩扣逐个进入模具的安置孔内,取一片鞋面并将鞋面上的通孔套在模具上鞋用钩扣的铆钉部上,启动压扣装置将鞋用钩扣铆接在鞋面上,这样即可将鞋面一排的鞋用钩扣装配好,往前推动鞋面使鞋用钩扣脱离模具即可取下装配好的鞋面,该装配工艺自动化程度更高,大大降低了人工劳动强度,而且操作一次即可装配多个鞋用钩扣,工作效率更高。
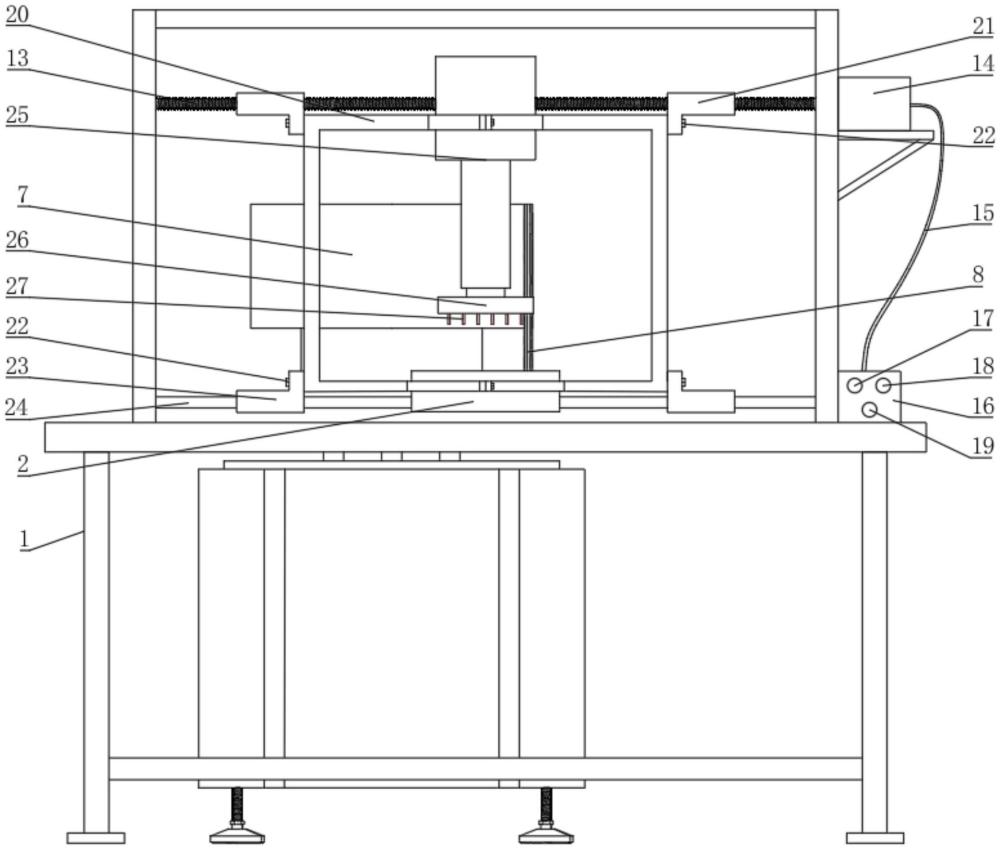
15、本发明还公开了一种鞋用钩扣装配机,其特征是:包括机架和送料装置,所述机架上设有相对的压扣装置和模具,所述模具上设有多个用于放置鞋用钩扣的安置孔,所述压扣装置和模具可在机架上左右移动,所述安置孔可对准送料装置。
16、进一步的,所述鞋用钩扣自上而下依次包括铆钉部、平板部和钩扣部,钩扣部的重量大于铆钉部和平板部的重量。
17、进一步的,所述送料装置为振动盘和储料轨道,所述振动盘的送料轨道末段具有v型轨道,v型轨道末端与储料轨道连通,所述鞋用钩扣经过v型轨道时重量大的钩扣部倾斜朝下,使铆钉部朝上进入储料轨道内,所述储料轨道从上向下倾斜并对准模具,且储料轨道具有放置钩扣部的通道,通道上端左右两侧均向内延伸设有容平板部下端抵接的凸肋,所述模具和储料轨道之间具有间隙,该间隙的长度小于平板外端到钩扣部外端的直线距离。
18、进一步的,所述机架上部横向活动设有丝杆,丝杆由伺服电机驱动,伺服电机通过导线连接有控制器,控制器具有正转按键、反转按键和停止按键,所述模具和压扣装置设于支架上,支架上端左右侧均设有螺接于丝杆上的螺套,螺套通过螺栓与支架可拆卸连接,支架下端左右侧均设有导向套,导向套通过螺栓与支架可拆卸连接,所述机架上设有容导向套滑动套设的光杆。
19、进一步的,所述钩扣进入安置孔内时,其平板部下端抵在安置孔周围的模具上,同时铆钉部竖直向上,所述压扣装置包括液压缸和压块,压块设于液压缸的活塞杆下端,且压块下端设有对准安置孔的压铆头。
技术特征:
1.一种鞋用钩扣装配工艺,其特征是:包括以下步骤:
2.根据权利要求1所述的一种鞋用钩扣装配工艺,其特征是:所述鞋用钩扣自上而下依次包括铆钉部、平板部和钩扣部,钩扣部的重量大于铆钉部和平板部的重量。
3.根据权利要求2所述的一种鞋用钩扣装配工艺,其特征是:所述送料装置为振动盘,所述振动盘的送料轨道末段具有v型轨道,v型轨道末端与储料轨道连通,所述鞋用钩扣经过v型轨道时重量大的钩扣部倾斜朝下,使铆钉部朝上进入储料轨道内。
4.根据权利要求4所述的一种鞋用钩扣装配工艺,其特征是:所述鞋用钩扣进入安置孔内时,其平板部下端抵在安置孔周围的模具上,同时铆钉部竖直向上。
5.根据权利要求5所述的一种鞋用钩扣装配工艺,其特征是:所述动力装置为伺服电机,伺服电机连接有丝杆,所述模具和压扣装置设于支架上,支架设有螺接于丝杆上的螺套。
6.一种鞋用钩扣装配机,其特征是:包括机架和送料装置,所述机架上设有相对的压扣装置和模具,所述模具上设有多个用于放置鞋用钩扣的安置孔,所述压扣装置和模具可在机架上左右移动,所述安置孔可对准送料装置。
7.根据权利要求6所述的一种鞋用钩扣装配机,其特征是:所述鞋用钩扣自上而下依次包括铆钉部、平板部和钩扣部,钩扣部的重量大于铆钉部和平板部的重量。
8.根据权利要求7所述的一种鞋用钩扣装配机,其特征是:所述送料装置为振动盘和储料轨道,所述振动盘的送料轨道末段具有v型轨道,v型轨道末端与储料轨道连通,所述鞋用钩扣经过v型轨道时重量大的钩扣部倾斜朝下,使铆钉部朝上进入储料轨道内,所述储料轨道从上向下倾斜并对准模具,且储料轨道具有放置钩扣部的通道,通道上端左右两侧均向内延伸设有容平板部下端抵接的凸肋,所述模具和储料轨道之间具有间隙,该间隙的长度小于平板外端到钩扣部外端的直线距离。
9.根据权利要求8所述的一种鞋用钩扣装配机,其特征是:所述机架上部横向活动设有丝杆,丝杆由伺服电机驱动,伺服电机通过导线连接有控制器,控制器具有正转按键、反转按键和停止按键,所述模具和压扣装置设于支架上,支架上端左右侧均设有螺接于丝杆上的螺套,螺套通过螺栓与支架可拆卸连接,支架下端左右侧均设有导向套,导向套通过螺栓与支架可拆卸连接,所述机架上设有容导向套滑动套设的光杆。
10.根据权利要求9所述的一种鞋用钩扣装配机,其特征是:所述钩扣进入安置孔内时,其平板部下端抵在安置孔周围的模具上,同时铆钉部竖直向上,所述压扣装置包括液压缸和压块,压块设于液压缸的活塞杆下端,且压块下端设有对准安置孔的压铆头。
技术总结
本发明公开了一种鞋用钩扣装配工艺,包括以下步骤:S1:将大量鞋用钩扣放入送料装置内,将鞋用钩扣逐个连续输送至储料轨道上,储料轨道出口的鞋用钩扣抵在模具上;S2:启动动力装置驱动模具和压扣装置同时向右移动,移动过程中储料轨道出口依次经过设于模具上用于放置鞋用钩扣的的安置孔;S3:模具上的安置孔均被置入鞋带钩扣后,停止驱动装置;S4:取一片鞋面,并将鞋面上的通孔套在模具上鞋用钩扣的铆钉部上;S5:启动压扣装置将鞋用钩扣铆接在鞋面上,然后压扣装置复位,取下鞋面;S6:启动动力装置驱动模具和压扣装置向左移动并重复步骤S2‑S5直至将所有鞋面加工完毕,其中,S2中模具和压扣装置同时轮流左右移动。该工艺自动化程度高且工作效率更高。
技术研发人员:祝恒林,祁泓
受保护的技术使用者:温州巨一鞋业有限公司
技术研发日:
技术公布日:2024/12/5
技术研发人员:祝恒林,祁泓
技术所有人:温州巨一鞋业有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除